摘要 :固-液、液-液等二相水力旋流分离器已经是现今石油石化工业中不可缺少的分离工具, 但目前还不能分离液体中同时含有石油和固体颗粒的多相混合物。因此, 要研究一种新型的固-液-液三相分离旋流器 。简述了三相分离器的原理 、研究现状和发展趋势。
关键词:水力旋流器 ;固-液-液;操作原理;发展趋势
工业废水中混进石油或者固体杂质这种三相并存的现象在工业生产中是普遍存在的, 例如, 油田含油污水、冶金及机械加工制造业含油废水、国防污水等。这些污水如果不加处理直接排放, 将会造成严重环境污染 。新型的三相分离水力旋流器能实现油-水-固三相同时分离。与传统的沉降脱水设备相比, 3 相旋流器具有体积小、效率高 、投资和操作费用较低等特点, 是一种集除油和除砂为一体的新型分离设备, 适用于油田采油污水和工业废水的处理 。
1 三相分离旋流技术的研究现状
早在 1891 年, E .Bretney 就提出了旋流器分离技术, 并在美国获得世界上第 1 个水力旋流器专利 [ 1] , 20 世纪 30 年代静态水力旋流器已产品化;20 世纪 60 年代, 静态水力旋流器已发展成为一种标准的固-液分离设备;1983 年, So uthampton 大学的 M artin Thew 教授设计的第 1 台商用高压 Vo rtoil 型静态液-液水力旋流器在澳大利亚 Bass Strait 油田的采油平台上进行油水分离试验, 取得了令人满意的效果;相比之下, 三相分离方面的研究要比二相分离晚得多 。
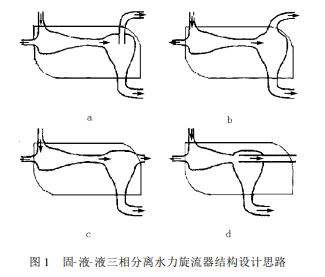
在国外相关试验领域的尝试中 [ 2] , 实现固-液液三相分离旋流器的基本设计思想是串联 2 个分别实现液-液分离和液-固分离的旋流器。改进串联的 2 个旋流器的形体, 形成单体的旋流器 。图 1 是实现三相分离的分离器的设计思路图。设计过程分为 4 步, 图 1a 是将 2 个旋流器串联, 第 1 个旋流器的底流作为第 2 个旋流器的入口;第 1 个旋流器进行第 1 次二相分离, 第 2 个旋流器进行第 2 次二相分离 。图 1b ~ 1d 是在保证流场平稳的情况下, 将2 个串联的旋流器外观进行简化和优化, 从而构建较为简单的外形 [ 3] 。
瑞典人 Bendasiki S .于 1987 年提出一种可同时分离悬浮固相 、水和油的三相旋流分离器, 并首先用于船舱污水的处理[ 4] , 如图 2a 。应用效果表明, 对粒径为 40 μm 的油滴去除率为 80 %以上, 对悬浮固相的去除率达 50 %。 1994 年, J .J .Seureau 等人通过对二相旋流分离器的流场研究, 在 Bendasiki 的基础上, 提出一种结构更合理、效率更高的液-液固三相旋流分离器 [ 5] , 如图 2b 。其结构和尺寸形状与污水除油旋流器相似, 能同时实现悬浮固相和油相的高效分离 。目前, 第 1 台样机已投入现场使用, 分离结果表明, 对粒径为 40 μm 的油滴去除率为 90 %以上, 对悬浮固相的去除率达到 70 %。油水-砂三相分离水力旋流器的应用和发展前景十分看好 。
三相分离旋流器技术已由 Elf Auitaine 申请专利[ 6] , 美国 Elf 公司的三相旋流分离器目前已进入工业化应用阶段。国内尚无从事此方面研究的公开报道, 但已经引起从事旋流分离技术研究的科研人员的广泛兴趣。
2 CTP 水力旋流器的工作原理
波兰 M aritime 大学的液-液-固三相旋流分离技术采用的就是 C TP 水力旋流器, 主要是在英国 Southampton 大学静态旋流器的基础上通过增加集砂功能结构而发展起来的 。图 3 是 CTP 水力旋流器工作原理, 含有泥砂的油水混合液沿切向进入水力旋流器, 沿水力旋流器的轴螺旋流动 。当流体在衬里中向下流动时, 在 2 个锥段的缩径面上加速, 这样就产生了分离所需要的强大离心力 。在离心力场作用下密度较小的油相向轴芯汇集, 最后由顶部的溢流口排出, 密度较大的泥砂被甩向器壁并沿器壁螺旋向下游运移, 到达集砂器后经收砂口进入集砂腔中, 而水相则由底流口排出 。由此可见, 只要定期排放集砂腔中的泥砂即可实现油、水、砂三相间的同时分离 。同时, CTP 的操作有双重性, 通过打开或关闭固体装置可实现二相或三相分离。表 1 为其 1992 年发表的研究结果[ 7] , 可以看出, 实验室的研究结果已达到除油率为 99.2 %, 除砂率为 97.7 %, 显示出良好的应用前景 。
3 三相分离旋流技术发展趋势
现阶段关于三相分离的研究还处于起步阶段, 没有较好的可以借鉴的实践结论, 还需要进行较多的摸索。可以预期未来的研究将在该方向上有很大的发展潜力。今后对该项技术的研究将主要集中在 4 个方面 。
a) 现今水力旋流器的数学模型仍然是以传统的经验或者半经验模型为主[ 8-10] , 由于模型的固有缺陷, 两相湍流场的复杂性, 不同的混合物特性差异显著, 数学模型研究仍然是今后水力旋流器理论研究的一个重点。
b) 利用数值模拟技术, 以流场测定为基础, 从流体力学基本方程出发, 正确假定边界条件, 从而建立反映其内部流体流动的数学模型, 并借助数值分析的方法寻求符合实际的数值解, 得到旋流器流动的普遍规律, 同时用于旋流器的结构选型和尺寸优化, 以此正确指导旋流器的设计及试验 。
c) 针对来自于不同油田, 甚至不同油井不同特性的油水混合物, 往往需要专门设计的旋流分离器[ 11-12] 。这需要对旋流分离机理透彻了解, 开发出高效 、低能耗的旋流器产品, 为进一步扩大水力旋流器的应用范围奠定基础。
d) 水力旋流器要向设备组合化方向发展。水力旋流器采用串联组合可提高分级效率和生产能力, 一些采用串联组合的旋流器还可根据需要调整分离粒度( 如圆柱-圆锥旋流器、双涡流旋流器等) ; 水力旋流器采用并联组合可提高处理能力, 稳定操作。采用超小型旋流器( 如 10 mm) 的并联组合可以用作超细粒级的分级[ 13] , 因此旋流器向组合化发展是必然趋势。
4 结语
当石油工业为满足将来日益严格的环保标准和改善经济指标时, 采用油-水-砂三相分离水力旋流器将是非常经济有效的方案。它以无运动部件、结构简单 、设备紧凑和处理量大等优点, 必将在环保、采矿、石油 、化工、矿物加工 、轻工 、食品 、医药 、纺织与染料 、冶金 、机械、建材及煤炭等众多工业部门获得广泛的应用。——论文作者:郭广东, 邓松圣, 张福伦
参考文献:
[ 1] Bre tney E.US Patent, No.453105[ P] .1891.
[ 2] Changirw a R, Rockwell M C, Frimpong S, et al .H ybrid simulation for Oil-so lid-w ater se par ation in o il sands pr oductio n[ J] .Mine rals Eng ineering , 1999, 12 ( 12) :1459-1468 .
[ 3] 郑 娟.用于气-水-砂三相分离的水力旋流器的实验研究[ D] .大连:大连理工大学, 2005 :28-30.
[ 4] Bednarski S, Listewnik J .H ydro cy clo nes fo r Simultaneous Remo val o f Oil and So lid Partocles from Ship's Oil Wa te rs[ C] // hit.Conf .on Hy drocy clones, Paper G2, Oxfo rd.Eng la nd, 1987 :181-185.
[ 5] 周孙彪, 康宜华.油田采油污水回注处理技术回顾与展望[ J] .石油机械, 2002( 12) :38-41.
[ 6] 郝文森, Seureau J J .清除产出水中油和固体的三相分离器[ J] .国外油田工程, 1996( 12) :32-36.
[ 7] Bedna rski S, Listew nik J .Se par ation o f liquid-liquidso lid mix tures in a hy drocy clone Coalescer sy stem [ C] / /14th Int .Conf .o n Hy dr ocyclone s, Southam pto n, Eng land :1992 :329-358.
[ 8] 欧益宏, 杜 扬.柱型水力旋流器单相流场数值模拟 [ J] .石油矿场机械, 2006, 35( 3) :15-18.
[ 9] 舒朝挥, 陈文梅, 储良银.油水分离旋流器分离过程数学模型分析[ J] .石油化工设备, 2003, 32( 2) :1-4.
[ 10] TD 哈蒂冈.圆柱水力漩流器的数学模拟[ J] .国外金属矿选矿, 2001( 1) :36-40.
转载请注明来自:http://www.lunwencheng.com/lunwen/lig/21669.html
