摘要:随着光伏新能源行业的快速发展,多线切割机的金刚线母线直径已降至50~60μm,这对张力控制精度提出了更高的要求。针对多线切割机张力控制系统存在的库仑摩擦和摆角耦合等较强非线性,以及收放卷轮直径变化引起的参数不确定性的问题,提出了一种基于自适应反演的非线性补偿控制方法。该方法结合实验辨识和自适应参数控制器设计方法分别对多线切割机的多轴电机同步运动控制系统和不确定系统参数进行简化分析和在线估计,使用李雅普诺夫稳定性理论保证了系统全局渐近稳定以及系统状态的有界性。仿真和试验结果表明,所设计的自适应控制器可以实现多轴同步运动,将张力摆角控制在较小的范围内,能获得更好的张力控制精度。
关键词:多线切割机;非线性;自适应控制;多轴同步;张力控制
0引言
*多线切割是一种通过钢线的高速往复运动,使用金刚线颗粒或外部磨料颗粒,半导体或蓝宝石等硬脆材料一次同时切割为数百片薄片的一种新型切割加工方法[1][2]。随着光伏和半导体行业的快速发展,硅片尺寸越来越大(直径从8寸增加至12寸),切割使用的金刚线也越来越细,这对多线切割机的张力控制精度也提出了更高的要求。特别是对于光伏行业,为减少硅耗,金刚线母线直径已由80~120μm减小至50~60μm[3][4],钢线破断张力明显减小,切割张力也由12~15N减小至5~8N。超细金刚线的低切割张力,不仅会增大切割线弓,而且在线网上切割液的毛细作用下更容易引起跳并线[5][6],大幅增加了硅片切割难度。为了提高切割张力数值使其更接近破断张力,需要切割钢线在高速运行下有更小的张力波动。此外,张力控制精度不仅影响设备高速运行时的断线率,而且会直接影响切割片子加工的质量(TTV和弯曲度等)[7-9]。
相关知识推荐:机械工程发表一篇论文多少钱
多线切割机张力控制系统较为复杂,为多轴联动控制系统,轴与轴之间的钢线通过一系列导轮过渡。系统不仅存在的库仑摩擦和摆角耦合等较强非线性,而且随着几千米线量的往复运动以及绕线边缘误差,收放卷轮实际直径变化会引起参数不确定性问题,这些给控制带来一定困难。
对于钢线张力控制系统相关研究,目前也有许多重要成果。彭思齐等提出了具有初始条件的闭环迭代学习张力控制算法,较好地解决了多线切割机系统中存在的收放线轮半径变化和排线器出线位置不同等非线性时变问题[9];Kang等设计了降维观测器用于减小张力扰动[10];蒋近等提出了一种基于轴速度误差的多轴同步控制策略和方法,减小张力波动[11][12];Fang等设计了模糊闭环控制器,实现了张力的有效控制[13][14]。然而上述方法大多基于控制误差本身,算法模型中并未考虑摩擦和摆角耦合等非线性因素对张力波动的影响,难以满足细线化趋势下的更高张力控制要求。
本文中介绍的复合式张力控制系统方法,一方面通过控制收放线轴的伺服电机转速调节张力摆角,另一方面通过控制张力电机扭矩实现张力控制。该方法结合实验辨识和自适应参数控制器设计方法分别对多线切割机的多轴电机同步控制跟随系统和不确定系统参数进行简化分析和在线估计,使用李雅普诺夫稳定性理论保证了系统全局渐近稳定以及系统状态的有界性。以全新开发的多线切割机张力系统为研究对象,通过试验结果验证了控制方法的有效性和正确性。
1张力控制系统建模
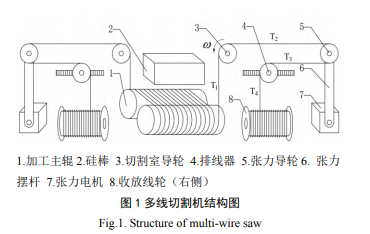
多线切割机张力控制系统的总体结构如图1所示。系统主要由成对的加工主辊(主轴)、导轮、张力电机、张力摆杆,排线器和收放线轮组成。金刚线从右侧收放线轮8(新线轮)绕出,经过排线器4,张力导轮5和切割室导轮3缠绕至加工主辊1,再以同样方式绕至左侧收放线轮(旧线轮)。金刚线在加工主辊间形成2000~3500根密集线网,通过主轴电机带动主辊来回往复运动和硅棒2的进给运动,实现硅棒的数千薄片切割。由切割机结构上可知,右侧和左侧张力控制系统完全对称,当一侧放线时,另一侧做收线运动。图中T1为切割室导轮与主辊间的线张力,T2为切割室导轮与张力导轮间的线张力,T3为排线器与张力导轮间的线张力,T4为线轮与排线器间的线张力。
根据方程(5)、(8)、(9)和(10),可得到张力系统控制框图(如图4所示)。图中张力臂摆角θ是由于主轴和收放线轴的速度差造成,可通过调整控制输入u进行负反馈控制。张力臂摆角θ、角加速度α和导轮摩擦扭矩Mf都会对钢线张力产生干扰。
2自适应反演控制器设计
由于多线切割机的张力系统存在较多的非线性因素,故可对上述方程进行自适应反演控制器设计,并通过李雅普诺夫函数给出系统模型参数的自适应律,使得当存在参数不确定时,保证张力系统的稳定性和精度。
3仿真与试验研究
3.1仿真
在MATLAB/Simulink○R中建立多线切割机的张力控制系统的仿真模型,控制器主要结构如图5所示。表1为控制系统仿真参数。为验证控制方法在模型参数不确定干扰时的控制效果,将表1中的收放线半径参数R1变动±2mm(正弦波动),以模拟线轴实际卷径变化。仿真控制输入Vset为周期为36s,幅值为35m/s,加速度为10m/s2的梯形波速度信号(如图6所示)。
图7和图8所示为自适应控制器在收放线卷径发生周期性变化时的仿真结果(包括张力摆角、张力波动和半径估计参数曲线)。仿真结果表明,在收放线半径在±2%范围变化时,张力摆角可控制在±1度,张力波动控制范围在±0.15N内,控制器取得了较好的控制效果。同时,半径估计参数能随实际值波动而变化,且趋势保持一致,也反应了自适应控制律的有效性。
3.2试验研究
试验系统控制器采用贝加莱PPC2100触屏一体式工控机和ACOPOSmulti系列伺服驱动器(如图9所示),驱动电机均为ABB同步伺服电机。测量张力传感器为KX30系列应变片式力传感器,数据通过AI模块采集。图10为多线切割机试验台的机械结构,金刚线母线直径为50µm。
控制器主要控制参数设置同仿真结果相同,并根据实际控制结果进行适当调整。需要说明的是,实验中参数估计容易受到其他外界未知干扰以及系统未建模动态的影响,从而使得自适应律(20)~(21)出现饱和现象,造成系统不稳定,因此需要根据实际参数的范围修正自适应参数估计律[17,18]。
式(34)是以b的参数自适应律(22)为例的参数自适应律修正方法,其他参数自适应律的修正可以使用相同方法。
图11为主轴实际线速度曲线,呈标准梯形。试验设定3个35m/s速度往返,加速度设置为10m/s2。主辊正向和反向运动时间均为18秒,接近实际工艺运动曲线。
自适应控制器与常规PI控制器的张力对比试验结果如图13所示。由试验结果可知,在钢线高速高加速度运动下,张力臂角度摆动范围在±0.6º,幅值优于常规PID控制器;张力波动幅值在±0.14N,仅为常规PID波动幅值的50%,张力控制精度也优于其他常用控制方法[12-14]。对比主轴线速度曲线,张力臂摆角和钢线张力随速度曲线呈周期性变化,试验结果与仿真基本一致。张力摆角干扰不仅来自于速度拐角(加速度突变点)引发的未建模动态,也来自于收放线轴半径变化(工字轮边缘叠层或凹塌等)。图14是试验过程中的收放线半径相关参数b的自适应曲线,半径参数能通过自适应律变化快速调整,使控制器能跟随实际系统快速响应。
在张力臂摆角较小的波动范围内,张力控制主要还是受加减速过程干扰。从张力曲线最终控制结果中可知,电机扭矩的非线性补偿方法及自适应控制器起了较好的效果,使张力系统有更好的控制精度。
4结论
(1)本文使用自适应反演控制器设计技术和李雅普诺夫稳定性理论,根据多线切割机张力系统的力学特性和金刚线长度变化方程,建立非线性控制器模型,解决了系统中存在的库仑摩擦和摆角耦合等较强非线性问题,从理论上证明了控制器具有全局渐进稳定的性能,以及参数估计的有界性。
(2)将基于自适应控制的非线性补偿控制器应用于高速多线切割机(贝加莱电气控制系统),在高加速度和高线速下,张力波动范围在±0.14N,仅为常规波动幅值的50%,具有张力摆角小和张力波动小的优点。
(3)本文所提出的自适应控制方法也可以应用于硬脆材料单线切割与丝线纺织等多轴同步控制行业,对存在收放卷系统的张力控制具有一定的参考价值。——论文作者:周锋1,2郑丽霞2沈烨超2金波1
转载请注明来自:http://www.lunwencheng.com/lunwen/dzi/19818.html
