����ժҪ:��34CrMo1A���ʵ�PPIʮ��ת�ӵ�ұ�������졢�ȴ������ս����о����������⣬��ѧ���ܡ�������⼰�ŷۼ��ļ����������㼼��Ҫ�����֤�������֡����졢�ȴ������յĺ����Լ������ԡ�
�����ؼ���:34CrMo1A��;ʮ��ת��;����;����;��ֵģ��
����ת����Ϊ������豸�����࣬��ʹ�ù������Ӷ�Ҫ��ϸߵ��ۺ����ܡ�PPIʮ��ת���ֳ���ˢ����ͬ�������ת�ӣ�������ͨת��Ҫ��ĸ������⣬���Դ������нϸߵ�Ҫ��
����34CrMo1A��34CrNi1Mo��Ϊת�Ӷͼ����ò��ʣ�34CrNi1Mo���нϸߵ�Cr��Ni�ɷֱ��������ۺ����ܽϸߵ�ת�Ӷͼ���ij�û�������PPIʮ��ת����ʹ�ù����������������ӡ����ӣ�һֱ������ѡ��34CrNi1Mo���ʡ������꣬�û���������������ҲΪ���Ͷͼ��ɹ��ɱ�����������ʮ��ת�Ӳ���Ϊ34CrMo1A��Ϊ��ס�ͻ���Դ����������ˮƽ���ҹ�˾�Ż����칤�գ��ɹ�����������û�Ҫ���PPIʮ��ת�ӡ�
����1����ָ�꼰Ҫ��
����1.1�����ɷ�
�����ͼ�����Ϊ34CrMo1A�����������ɷ�Ҫ���JB�NT7026—2004��ұ��������S�ڿ�≤0.019%��
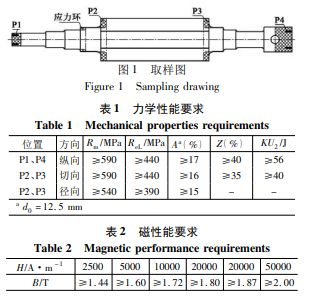
����1.2��ѧ����Ҫ��
���������ȴ����������˺�ת��5������Ӳ�Ⱦ����Լ�⣬ÿ��Բ�ܾ�����4�㣬��20�㣬Ҫ��ͬһԲ������Ӳ�Ȳ�≤30HBW�����е�Ӳ�Ȳ�≤40HBW��
����Ӳ�ȼ��ϸ��ͼ1ȡ������1Ϊ��ѧ����ָ��ֵ����2Ϊ������Ҫ��ֵ������ȡ������:
����(1)������P1��P4λ�ø���ȡ���������������������������ȡ�����ľ�ͼ�����1�N3�뾶����
����(2)��ת����������P2��P3λ��ȡ��������������������ÿ��λ��ȡ�ĸ����������������������������ÿ��λ��ȡ���������������������������������ÿ��ȡ����������������Ҫ�����2��
��������ͼ1λ�ã����л���������Ӧ��������Ӧ��σt��Ӧ��������ʵ������ֵ��10%��
����1.3�������Ҫ��
�������ʲ��ӹ��������Զͼ�����ȫ���dz�����⣬������ⷽ�����ñ�ASTMA388�NA388M:2007�����ձ�ΪJB�NT7026—2004��
����1.4�ŷۼ��Ҫ��
���������ӹ������ߴ����ϸ��Ҫ�����в�λ��Բ���Ǽ����������������ܹ��ɲ�λ���дŷۼ�⣬�ŷۼ��鷽�����ñ�ASTMA275�NA275M:2008�����ձ�ΪJB�NT7026—2004��
����2�������̼��ȴ����������
����ʮ��ת�Ӷͼ���������Ҫ��������:ұ���ֶ���������͡��ͺ�����ӻػ𡢵����ȴ������������ܼ�⡣
����2.1ұ��������
��������“��¯����+����+VD+��ע”����ұ���ֶ�������37t���ͼ��ۺ�����Ҫ��ϸߣ����ұ�����̽����ϸ���ƣ�����߸ֶ������ԣ����ֿ���Ҫ������:
����(1)ԭ����ѡ�����ʷϸֺ������������ڿز���Ԫ�أ���ֹSn��As��Bi��Sb��Ԫ�س���[2]��
����(2)���Ե�¯������ˮ��������ȴ���ȥ����ˮ�е��к�Ԫ�ء�
����(3)����¯����������������²���������裬ʹ������ͬ�������һͬ�ϸ���������Һ[3]��
����(4)���õ�ע��ע���ڽ�עʱ��ˮ���������У���ǻ����ˮ�м�������Ч�ϸ����ۼ���ð�ڲ�λ���ͼ������ƫ�������������ƵȲ�Ʒȱ�ݿ��Եõ���Ч�����Ҳʹ�öͼ������ȶ��ɿ���
����2.2�����
�����ֶ�������Ϊ70%����֤�˵ײ���ð�ڵ��г��ʣ�ʹ�ɷ�ƫ���ں����ķ�Χ��Ҫ��ð���г���ռ�����ص�18%���ײ��г���ռ�����ص�3%��
����������̲����������Σ�ʵ�ʶ���ȴ��ڵ���5��ȷ���ͼ�������Ч���ִ�ĸֶ�������֯���飬ѹʵ�����ϸֶ��е����ɺͿն���ȱ�ݣ�ȷ��������ϸ�һ�����øֶ�ð��ѹǯ�ѣ��ֶ����������ѹ��Բ����֮���г��ֶ��ײ����ڶ�����ֹ�����������ֱ��Σ���֤��ֱ��������γ��������ϡ���ƽ���ѹ�����γ�������ǿѹ��ȷ���γ��ͱȣ�����ÿ��ѹ��������һ�£������ܵõ���Ծ���ϸС�Ķ�����֯��
�������ƽϵ͵��ն��¶��Ա�֤�ͼ��ṹ���ܲ�ϸ����������ֹ���ߵ��ն��¶�ʹ��������
����2.3�ͺ�����ӻػ�
����������ɺ��������ӻػ��������ͼ��ڲ�Ӧ�������ƾ����쾧��������⣬��650�����һػ�ʹ�ͼ�о�������������⺬����ɢ�����棬�����ų��ͼ����壬��Ч��ֹ�˰�IJ������ͺ�����ӻػ�����ͼ2��ʾ��
����2.4�����ȴ���
�������ƶ������ȴ�������ǰ������Forge����Ԫ��ֵģ��������PPIת��Ԥ�Ƚ����˴����ģ���Ż���ģ������ͼ3��ʾ����ͼ3���Կ������ͼ��������������У��ͼ���Բ�������Ӧ��������300MPa����˶ͼ��ڴ������п��ѵķ��ռ��͡��������ͼ��IJ��Ĵ�������֯�ֲ��Ա�����Ϊ�����������������壬˵���ȴ��������ܴﵽ�ܺõ�Ч����������õ��ۺ���ѧ���ܡ�
�������֪ʶ�Ƽ�����ô���ͺ����ڿ����������Ѷ���
����������ֵģ���������˺����ĵ����ȴ������ߣ���ͼ4���ڶͼ��ȴ���������װ����װ�ȵ�ż�����Զͼ������ʵ���¶ȡ�
����3������֤�����
����3.1��Ʒ�������
�����ͼ���Ʒ��������3��P��S��Cu�ĺ����������ڽϵ͵�ˮƽ���⺬��Ϊ0.55×10-6��Զ���ڼ���Ҫ������ɷ־�����Ҫ��
����3.2��ѧ����
����Ӳ�ȼ��������4�����Կ���������λԲ�ܷ�����Ӳ��ֵ��ֵ����Ϊ����������ֵΪ18HBW��ȫ��Ӳ��ֵ������ֵΪ27HBW������Ӳ��ֵ�Ͼ��ȣ����ϼ���Ҫ����ѧ���ܽ������5���ӽ�����Կ������ۺ����ܽϺã�����P1����ǿ��ƽ��ֵ��Ҫ��ֵ�߳�38%������ǿ��ƽ��ֵ��Ҫ��ֵ�߳�32%;����P4����ǿ��ƽ��ֵ��Ҫ��ֵ�߳�31%������ǿ��ƽ��ֵ��Ҫ��ֵ�߳�29%������;����ǿ��ֵ���ߣ���ߵ�ΪP2���ľ���ֵ������ǿ�ȺͿ���ǿ�ȷֱ��Ҫ��ֵ�߳�59.6%��43.7%���������ֵ������80J�������ֵΪP3�������������ֵ�ߴ�164J��
���������ܼ��������6���ӱ��п��Կ����������ܽ�����ϼ���Ҫ��������34CrMo1A���϶Դ����ܵ�Ҫ��
�������ϣ��ͼ����ۺ���ѧ�������á�
����3.3�������
���������ȴ�����ɲ��������ӹ���ȫ����Բ���г�����⡣�������ʾ�ͼ��ɼ�¼ȱ�ݣ�����ȱ�ݣ�����JB�NT7026—2004����
����3.4�ŷۼ��
�����ͼ������ӹ���Ҫ�����в�λ��Բ���Ǽ����������������ܹ��ɲ�λ���дŷۼ�⣬�������ʾ�����м���������ȳ���1mm��ȱ�ݡ�
����4����
����(1)PPIת�ӵIJ���Ϊ34CrMo1A�����Ͻ�Ϊ�����������о����������գ��������֡����졢�ͺ��ȴ����������ȴ����ȣ�ͨ������ָ���⣬������ת�Ӷͼ�����������Ҫ��˵�������幤�պ��������С�
����(2)PPIת�ӳ�Ʒ��״��Ϊ���⣬���ӹ���ȡ���ѶȽϴ���ʵ�ʹ����У�ͨ�����ؼӹ�������������ɹ�����˻��ӹ����̡�
����(3)�״�������ֵģ��õ����ʱ����֯��Ӧ���ֲ���������ݾ��鼰ģ���ֶεó������ĵ������ߣ���Ʒ��ѧ���ܡ������ܡ�Ӳ�ȵȸ����������Ҫ��——�������ߣ������������ţ��������ӱ������
ת����ע�����ԣ�http://www.lunwencheng.com/lunwen/lig/19399.html
