摘要 农机刀具易于磨损的特点,采用激光再制造的方法对农耕刀具表面制备 NiCr+WC涂层,并对涂层和涂层与基材的界面显微组织进行了分析,最后通过 Abaqus对再制造层及其界面的温度场进行了模拟。实 验 结 果 表 明,通过激光再制造方法可以成功制备出与基材呈良好冶金结合的耐磨强化涂层,通 过 SEM 观察发现涂层的 WC与 NiCr合金形成了良好的复合材料,涂层中晶粒细化,硬质颗粒 WC均匀分布在 NiCr合金基 体 上,形成了良好的结合界面,模拟结果与实验结果的温度场分布具有一致性。
关键词 农机刀具钢; NiCr+WC涂层; 激光再制造; 界面结合; 显微组织
0 引言
割草机的刀具是使用量很大的易耗损部件,所用的旋耕刀皆会由于磨损而提前失效,80%以上的旋耕刀由钢制造,由于使用时长期承受土壤磨损和交变应力的作用,导致基体很快报废,不仅严重影响翻地的质量和效率,而且造成巨大的材料浪费。为提高其使用寿命,长期以来国内外对刀片使用表面硬化处理进行了很多研究,其中包括渗硼强化[1-2]、激光表面淬火 强 化[3]、激光表面重熔强化[4-5]、激 光表面合金化 M2高 速 钢 的 研 究[6]等,均 取 得 非 常 有效的结果。虽然 激 光 再 制 造 技 术 研 究 较 多[7-13],但 针 对65Mn钢表面激 光 再 制 造 的 研 究 较 少,本 文 基 于 激光再制造方法对割草机刀片进行激光表面熔敷耐磨涂层,来提高其表面的耐磨性。本文着重研究再制造涂层与基材65Mn钢的结合及其涂 层 组 织,并 通过 Abaqus数值模拟方法对再制造层和界面温度场进行了简单的模拟。
1 实验材料及方法
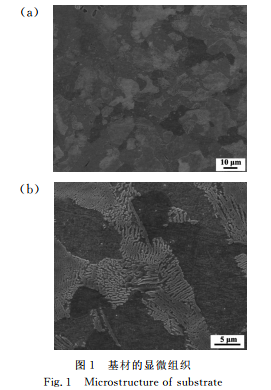
本研究使用的基材是65Mn钢,其组织见图1,主要由铁素体和索氏体所组成,铁素体基体上分布着细小的碳化物颗粒。熔敷材料为65%镍铬合金粉末+35%碳化钨(WC)复合粉末,Ni-Cr合金粉末成分见表1,两种粉末混合均匀后铺在65Mn钢表面。
熔覆实验在半导体激光器上完成,激光功率为3kW,扫描速度为1500mm/min,扫描模式为来回往复扫描,激光波长为808nm,光斑半径为4mm,保护气体为体积分数99.99%的氩气。实验完毕后按照标准程序制备出金相试样进行金相观察和扫描电镜分析,并使用附带的能谱仪进行成分分析。最后采用 Abaqus模拟分析软件进行涂层与基材之间的温度场分布的模拟。
2 实验结果及分析
2.1 激光再制造后整体形貌特征
图2为激光再制造层的光学显微照片,可以看到经过激光在钢表面再制造后,区域呈明显的弧状区域,中间影响区大,两端影响区小,这与激光能量在基体材料上的传热分布有关。图2中一共有四个明显的区域,由上到下分别为熔敷区、熔化区、热影响区(Heateffectzone,HAZ)以及基材。从图中可看出熔敷层的厚度在100~200μm 之间;熔化区的厚度大概在200~300μm 之间;热影响区的厚度比熔化区 的 厚 度 稍 大,在300~400μm 之 间,从 上 面的熔敷层可以看到 WC 增强颗粒 均 匀 分 布 在 NiCr合金基体上。由 图3的 扫 描 电 镜(SEM)照 片 可 知有少量的气孔和裂纹出现,初步判断由工艺过程所导致,可在后续工艺调节中进行控制。
2.2 界面冶金结合
激光再制造是一种非常有效的提高表面硬度以及耐磨性的方法,再制造层与基材的结合非常重要。图4(b)是沿着图4(a)中黑色箭头方向进行线扫描的元素含 量 变 化 图,可 以 看 出 Fe、Ni和 Cr元 素 皆有明显的从涂层到基材的过渡。沿着涂层到基材,Fe的含量经过约75μm 的过渡之后增加到了基材的Fe含量水平;Ni和 Cr元素在线扫描过程中经过了三个 WC 颗 粒,因 此 在 涂 层 中 含 量 有 三 次 突 变,随后 Ni和 Cr元素也经过约75μm 的 过 渡 之 后 减小到基材中的 Ni和Cr元素含量。线扫描结果说明涂层和基材有了元素之间的扩散和过渡,达到良好的冶金结合,也说明了用此种复合涂层对割草机刀片进行再制造强化是可行的。
2.3 再制造各区组织特征
通过扫描电镜对整个激光再制造层及镍铬合金界面 进 行 观 察,结 果 如 图 5 所 示。图 5 为 再 制 造NiCr+WC 涂 层 的 不 同 放 大 倍 数 的 SEM 照 片,可以看出 WC颗粒很好的镶嵌在镍铬合金基体上,并且 WC基本保持良好的原始形貌特征,并没有发生熔化,因此可以保持 WC颗粒的耐磨强化作用。从图5(b)可以明显看到涂层中远离 WC颗粒的晶粒明显比靠近 WC颗粒的晶粒细小,这主要是两者的凝固条件不同所导致的。涂层中大部分晶粒为细小的枝晶,但一些靠近 WC颗粒的部分晶粒也表现为等轴晶。从 WC 颗 粒 与 镍 铬 合 金 的 界 面 可 以 明 显看出 WC与镍铬合金基体形成了明显的冶金结合。由图6的元素面扫描和图7元 素 的 EDS分 析 可 以明显判断出图5(c)中 的 WC 边缘的锯齿状的白色质点已经不完全是 WC的成分了,而是存在明显的Ni、Cr和 Fe的成分(图7(d))。
图8为涂层与65Mn基材的结合界面,可以看出冶金 结 合 带 平 直、清 晰,有 明 显 的 宽 为5~6μm的 熔 凝 线 将 涂 层 和 基 材 分 隔 开 来,且 界 面 清 晰。图8中两条虚线之间的区域即为涂层与基材之间明显的界限。靠近涂层的是熔化区,实验过程中可明显观察到重新凝固过程,相当于发生了激光重熔再结晶过程。图9为表层熔化区显微组织的 SEM 高倍形貌图,熔化区表面呈起伏状,粗糙度很大,可见在熔化区形成了细小的枝晶组织,根据凝固原理可以判断为马氏体,且没有见到其它的硬质相分布。
靠近基材的是热影响区,主要由大量屈氏体和铁 素 体 所 组 成,并且沿着涂层到基材的方向即图10(a)中 所 示 黑 色 箭 头 方 向,屈 氏 体 的 含 量 逐 渐减少,铁素体的含量逐渐增多。图11为热影响区与基材的界面,界面并不十分明显,只能看出界面上下两层组织(图11(b)更加明显)分别由更细小的屈氏体+细针状铁素体(热影响区)和索氏体+铁素体(基材),从组织组成的过渡可以说明界面结合的牢固性和稳定性。
2.4 组织分析
根据金属凝固原理,激光再制造涂层的显微组织结构受合金成分、固液界面的温度梯度G、凝固速率R 和冷却速率v 综合影响,本文中再制造涂层的合金成分不变,因此涂层合金的凝固主要由激光工艺参数和实际加工环境决定的温度梯度 G、凝 固 速率R 和冷却 速 率v 共 同 决 定。涂层各部分的过冷度决定了各部分的组织特征,激光再制造过程中涂层被快速加热,基体材料的受热程度也相对较低,相对应热影 响 区 较 小。这些是由激光加热的特点决定,因此大部分的镍铬合金涂层表现出细小的等轴晶;而 WC 颗 粒 是 一 种 导 热 性 能 相 对 NiCr合 金 较差的材 料,因 此 靠 近 WC 颗 粒 的 NiCr合 金 在 冷 却过程中其周围的温度梯度 G 比远离 WC 颗粒的 温度梯度G 小,而 两 个 位 置 的 凝 固 速 率 基 本 一 致,即G/R 变小[14],导致组织相对比远离 WC的组织粗大些,甚至一些靠近 WC的冷却环境导致形成等轴晶(见图5(b)和5(c))。
靠近涂层的是图2的熔化区,当高能激光束扫描涂层粉 末 时,粉末迅速熔化并 导致基材表面部分过渡薄层金属 迅 速 熔 化,形 成 熔 池,由 于 该 熔 池的尺寸相 对 基 材 非 常 小,冷 的 钢 传 热 使 得 熔 池 内液态金属快速冷 却,造 成 很 大 的 过 冷 度,从 而 促 进大量晶粒非均匀 自 发 形 核,由 于 冷 却 速 度 较 快,熔化区组织为马氏 体 组 织。靠 近 基 材 的 图2中 的 热影响区相当于基材的再结晶退火,形 成 了 组 织 更加细小的屈氏体。2.5 Abauqs温度场模拟
本文对整个激光再制造过程进行 Abaqus数值模拟,随着激光再制造的逐步进行,热源也随之在工件表面上方 不 断 向 前 移 动,用 Fortran语 言 编 写 的程序导入 Abaqus实现这一动态过程。随着激光热源的向前移动,熔池也随之移动,温度场的分布对应发生变化。当热源移动到中间部分,激光作用区域附近的温度场分布基本稳定。
图12为 对 65Mn钢 板 进 行 激 光 再 制 造 NiCr+WC涂层过程中的温度场结果。图 12(a)为 在熔敷过程中激光热 源 移 动 到 单 道 熔 敷 中 间 位 置 时整体的效果图;图12(b)为某一时间节 点 处 再 制 造过程中横截面温度场分布云图,图 中 的 白 色 虚 线为涂层与 基 材 的 分 界 线,可 以 与 实 验 结 果 对 照 来说明熔覆层 的 组 织 变 化。图 12(a)和 图 12(b)的温度场分布情况皆 说 明 激 光 再 制 造 过 程 中 再 制 造层的温度在横截面处是对称分布的,对 应 于 组 织来说也是基本对称分布的,因此由图2和图3可以看到两端对称分 布 的 熔 敷 层 以 及 热 影 响 区。从温度分布和温度区间 来 看,图12(b)中 的 熔 敷 区 和 熔化区两个区域对应的温度分别为1704℃和1564℃,超 过 了 NiCr合 金 粉 末 的 熔 点 和 基 材 的 熔 点,因此基材表面可以熔 化,这也满足了涂层与基 材 由机 械 结 合 转 化 为 冶 金 结 合 的 最 基 本 条 件。 模 拟结果说明模拟的温度场与实验的熔池 界面分布(图2)相 符,且根据温度的范围可以 得出该实验满足涂层与基材能形成冶金结合的基本条件,这与前文实验中涂层与基材呈良好冶金 结合的结果 相 符。
图13(a)和 图13(b)分 别 为 激 光 移 动 了2.5s和2.9s时温度场分布云图。可以看出 激光移动时形成的熔池表面形状不同于激光束静止时形成的对称椭圆形熔池,而是呈拖尾的彗星状,这是因为激光照射后表面迅速升温,而受基体材料自冷作用后表层温度又迅 速 下 降,表 现 出 典 型 的 急 热 急 冷 特 征。整个温度场的熔池前端温度梯度较大,尾部温度梯度较小,这是因为:(1)激光能量分布不均匀;(2)已熔化冷凝部分经致密化后,其导热系数远大于周围区域的导热系数,因而热量更容易向已熔化冷凝区域一侧移动。
3 结论
(1)通过激光再制造方法成功制备出与基材呈良好冶金结合的 NiCr+WC的耐磨涂层。
(2)涂层的 WC与镍铬合金形成了良好的复合材料,且镍铬合金基体晶粒细 化,硬 化 质 点 WC 均匀分布在镍铬合金基体上,形成了良好的结合界面。
(3)涂层 到 基 材 的 组 织 分 别 为 细 小 的 NiCr合金+ WC、马 氏 体、屈 氏 体 + 铁 素 体、索 氏 体 + 铁素体。
(4)模拟温度场分布与实际实验结果基本吻合,且满足涂层与基材形成冶金结合的基本条件。
参考文献
[1]WANGH,ZHAOY,YUANX,etal.Effectsofboroniz-ingtreatmentoncorrosionresistanceof65Mnsteelintwoacid mediums[J].PhysicsProcedia,2013,50(1):124-130.
[2]王宏宇,吴志奎,袁晓明,等.激光辐照对渗硼后 钢组织和性 能 的 影 响 [J].材 料 热 处 理 学 报,2014,35(5):176-180.
[3]黄永俊,张国 忠.农机用钢预热处理后激光强化组织及性能[J].农业工程学报,2015,31(1):53-57.
[4]陈卓君,刘 征,张 祖 立,等.钢激光表面强化工艺参数 研究[J].沈阳建 筑 大 学 学 报(自 然 科 学 版),2008,24(2):324-327.
农耕刀表面激光再制造涂层及其组织研究相关论文期刊你还可以了解:《《现代农机》省级农业机械期刊投》
转载请注明来自:http://www.lunwencheng.com/lunwen/nye/14718.html
