摘要耐火纤维喷涂技术应用于热处理炉作内衬,可大大提高炉窑的热敏性,显著降低炉皮散热损失,使炉温均匀,加热工艺曲线易于控制,节能效果好。与常规纤维制品衬相比较,可显著延长炉衬的使用寿命,从而更好地满足工件严格的热处理工艺要求。
关键词耐火纤维喷涂热处理炉节能
1前言
1.1耐火纤维喷涂技术简介
耐火纤维喷涂技术是纤维施工机械化的一项新工艺。该技术是通过专用纤维喷涂机将经过预处理的散状纤维棉用喷枪高压喷出,同时,结合剂通过隔膜泵均匀地喷入纤维流,两者混为一体直接喷涂到应用环境的工作表面,形成三维网络状制品结构,牢固、均匀、平整地粘附于工作表面上。施工中根据纤维喷涂层的工作温度环境及厚度相应地施以螺柱焊锚固件、快速逆止卡环及不锈钢丝网等加固工艺。纤维喷涂是弥补现行纤维制品施工缺陷、提高纤维制品综合性能的更新换代产品。
1.2纤维喷涂技术应用的目的与意义
热处理行业炉窑的间断性工作性质对其炉衬耐火材料抗热震稳定性提出了较高要求。急冷急热产生的应力是耐火砖寿命降低的致命因素。炉衬材料由耐火砖到浇注料以至于轻质纤维毡、毯、块的应用,虽在一定程度上提高了炉窑的技术性能指标,但纤维二次制品的层铺、叠加、穿钉、贴面等施工工艺和质量、寿命等也暴露出很大的局限性。主要缺点如下:
(1)手工劳动强度大,施工速度慢,人员投入多,环境恶劣,质量受人为因素影响严重。难以保证纤维炉衬的使用效果。
(2)纤维制品单元间有接缝,遇温变热收缩率大,整体效应差,从而导致密封性差,易窜火,尤其应用于异形结构更难以锚固,造成炉皮板、锚固件烧损,纤维毡、块脱落,大大降低了炉衬的使用寿命。
(3)纤维制品压缩安装难以达到设计要求。一旦损坏,抢修及局部修补困难,频繁的维修带来炉衬损坏的加剧。
热处理炉窑的间歇式工作特点及热处理工艺的严格性,要求炉窑必须具备良好的温控性能,而影响温度曲线及升降速度的关键是炉衬的热敏性。纤维喷涂材料采用优质纤维原棉、高性能纤维系列结合剂为原料,除了具有纤维毡、毯、块的热容量小、导热系数低、热稳定性强等共性外,还具有整体无接缝、施工速度快、升温灵敏而稳定、较小的散热损失和蓄热损失等特点,是常规纤维制品安装衬所无法比拟的。纤维喷涂材料为热处理工艺温度曲线的准确实现提供了保障。
2耐火纤维喷涂材料的特点及其使用性能
2.1耐火纤维喷涂的特点
纤维喷涂通过施工技术的转变,更好地实现了耐火纤维在热状态下优良的综合性能,下面分几个方面予以介绍。
(1)一次性喷涂所获得的衬层整体无接缝,散状棉喷涂过程中,形成三维网络状结构,有效地避免了纤维制品在高温下的定向收缩,弥补了传统的层铺、叠加、贴面等施工方法遗留接缝的缺陷,从而消除了窜气、露点腐蚀等对炉皮板、锚固钉的危害,强化了密封、保温和耐火性能。
(2)应用纤维喷涂技术可以大大降低复杂异形面如球面、拐角、炉门及排烟管结合处等部位整体锚固的施工难度,提高了异形结合处的密封性能。喷涂施工方便、灵活,既可减少锚固件品种,又降低了制品包扎、设计安装的复杂程度,可确保施工质量并使整体光洁美观。
(3)喷涂纤维衬层较常规纤维制品安装衬结合力强,涂层纤维间相互交织成一个三维空间整体,与结合剂形成粘结链网络结构,严密性好,具有比平铺毡、毯较低的导热系数,比立铺折叠块有较好的热强度。锚固件埋于喷涂层内不直接传递热量,节能率达15%~30%。衬层坚固、均匀而平整,具有较强的抗风蚀、侵蚀能力。
(4)喷涂衬层经济合理,有利于实现复合材料传热机理的温度梯度分布。复合炉衬的应用降低了衬层材料的综合造价,使衬层厚度设计更趋于经济、合理。喷涂技术更易实现复合材料和混合材料层的整体成形。
(5)散状纤维棉半成品材料喷涂的应用,节省了纤维制品的二次加工工序,节约了大量人力、物力、财力。具有广泛的社会效益。
(6)纤维喷涂属机械化湿法施工,大大降低了传统手工施工方法的劳动强度,机械施工速度比常规施工提高4.5倍。平均每小时可喷涂300~500kg纤维棉,缩短了施工周期,保证了施工质量。尤其对抢修工程更具有优势。涂层结构内属柔性质料,受热状态下刚性材料不产生内应力,喷涂施工竣工后即可投入使用,减少了近4/5的烘炉时间。喷涂衬层使用寿命长,并且减少粉尘污染,改善施工环境。
2.2纤维喷涂模块的理化性能(测试参数如表1)
耐压强度0.4~0.8MPa
抗折强度0.5~1.0MPa
2.3喷涂原材料的质量性能及应用环境
(1)纤维原棉的选择
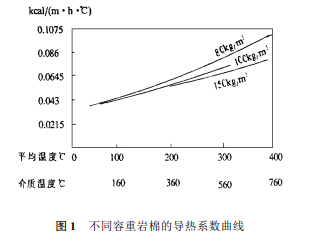
岩棉在保温、隔热上具有良好的性能。其容重轻、导热系数小、吸音性好、价格便宜。形成制品工作温度在-268~700℃之间。不同容重岩棉的导热系数曲线如图1所示。
喷涂岩棉整体性强、导热系数小、施工速度快、使用寿命长,可用于连续工作温度在600℃以下的炉窑及管道衬层绝热保温。
硅酸铝系耐火纤维容重在250~300kg/m3条件下导热系数最小。而喷涂纤维容重正处于此范围,因此成功地替代了制品毡、毯的压缩安装。标准型普通硅酸铝纤维、高铝纤维喷涂分别用于工作温度在1000℃、1200℃以下的热工设备作耐火、隔热、保温层。含锆纤维及高铝纤维与含锆纤维的复合纤维喷涂的应用技术为1300℃左右的高温炉窑年代了物美价廉的炉衬材料。
严格控制喷涂原料的质量是保证成品优质的前提。纤维原棉的化学组成纯度为实现其较好的耐温性能、较小的线收缩率、低导热率及一定的抗拉强度和弹性提供了保障。同时化学组成也是决定其使用寿命的一个因素。喷涂用纤维原材料一般要求纤维丝直径为2~4μm,丝长80~100mm,渣球含量<8%。因此原棉材料质量性能的选择使得纤维喷涂成品比其他成型制品更有利于把握质量。
(2)高温结合剂
高温结合剂的质量性能也直接影响着喷涂产品的寿命。常用的硅酸铝系列结合剂属势硬性结合剂。用于岩、矿棉喷涂的结合剂属于气硬性结合剂,在允许的工作温度范围内,结合剂成分、配比应有助于形成粘结链和网络结构,既需快速促凝,固化后不收缩,又要具有均匀、分散、流动性,兼顾初始强度和热态烧结性能。热硬性结合剂耐火度不低于1550℃(SP-2)和1750℃(SP-3),抗接强度不低于2MPa。表面固化剂将与纤维层一体形成硬质层,以抗冲击、震动及耐磨。
2.4喷涂施工
采用引进喷涂设备,现场喷涂。施工前首先模拟试喷,以检验现场条件下经调整的设备参数的作业性能及最佳胶、棉配比,达到设计密度和较小的回弹率。喷涂过程中喷枪与喷涂面垂直,距离为1m左右,原则上由上而下进行,圆枪与扁枪并用,以保证喷涂面均匀无死角,其工艺流程框图简示如图2。
2.5纤维喷涂技术在炉窑上的应用
耐火纤维喷涂技术为机械行业的工业炉窑提供了更加完善的耐火、保温、隔热保护。国内外近破年来的应用经验表明,纤维喷涂技术可有效地防止炉皮板、锚固件的烧损,延长纤维衬层的使用寿命,显著提高了热工设备的热效率与作业率。
鞍钢北部焊接材料厂燃油焊剂热处理炉,原采用折叠毡龟甲网固定,表层涂抹增强涂料方式作炉衬。每天两班生产,燃烧室温度1200℃,处理室温度850℃。由于间歇式温变,龟裂脱落严重,每两周需维护一次,严重影响生产。由于炉门密封差,炉温不均,出炉焊剂质量不等。经全纤维喷涂150mm(燃烧室部分200mm)改造,运行3年无裂纹、损现象发生。测试炉皮平均温度由原98℃降至47℃,效果颇佳,不仅提高炉子作业率、热效率,而且焊剂处理质量也大大改善。
鞍钢半连轧厂热处理车间罩式炉采用V形件安装折叠块,炉温950~1150℃。安装运行1年左右,炉顶折叠块开始脱落,逐渐地锚固钉被烧损,炉顶钢板烧漏。经改用纤维喷涂施工后,性能指标与另两台原折叠块衬罩式炉相比(同参数,同等条件),提高热效率1.5%,炉皮散热损失减少45%。
鞍钢机总北部机械厂台车热处理炉,大修改造采用高铝纤维喷涂,喷涂厚度200mm,测试结果见表2。
大连大重集团公司热处理厂热处理炉,设计尺寸9.5m×10m×8.5m,承揽日本大型工件热处理工艺,上体活动罩钢结构重18t。由于属厂房外汽吊作业,吊装炉罩稳定性差。采用纤维喷涂施工,保证了炉衬的整体性、严密性及复合结构经济性;避免了传统折叠毡块安装可能造成的吊装震动脱落。炉窑生产后性能指标达到了设计最佳状态,目前,因工作需要已异地组装炉体两次,运行效果良好。
相关期刊推荐:投稿论文等多长时间才能发表
鞍钢厚板厂辐射管热处理炉系引进日本先进的炉窑技术于1995年8月建成了厚板热处理炉。炉体采用高铝纤维折叠块作耐火绝热衬,炉温1150℃。1996年11月,炉顶2/3面积纤维毡衬脱落,炉顶钢板被烧坏。直接威胁炉顶液化气管道。为了避免事故的发生,厂领导断然决定全部实施纤维喷涂。运行至今,效果很好,厚板热处理质量达到了国际标准。
3经济效果分析
应用实践表明,以全纤维喷涂炉衬代替耐火砖及浇注料衬,炉墙厚度减薄1/2,炉体重量减轻1/3,基础费用降低20%,并可节省结构用钢材量,总造价可降低10%。
目前,机加、热处理行业为数不少的炉窑仍沿用粘土砖衬或浇注料衬,其参数与全纤维炉衬比较如表3所示。
测试结果表明(炉体实际散热量是理论值的1.3倍):按上表数据计算,以纤维喷涂代替粘土砖衬直接经济效益折标煤:
4结束语
高性能的耐火纤维喷涂衬里的优越性使之成为工业节能技术上的一项重要创新。当前,以提高质量、降低能耗和原材料消耗为中心的技术改造尤其适于纤维喷涂技术的推广与应用。从社会效益看,由于省去了纤维二次加工过程而降低了材料成本。以我国目前3万t的纤维制品年产量而论,节省的费用是相当可观的。随着纤维喷涂应用技术的发展,其应用领域将日益扩大,有助于促进行业的科技进步。——论文作者:毕仕辉、王贵宾
转载请注明来自:http://www.lunwencheng.com/lunwen/dzi/19312.html

